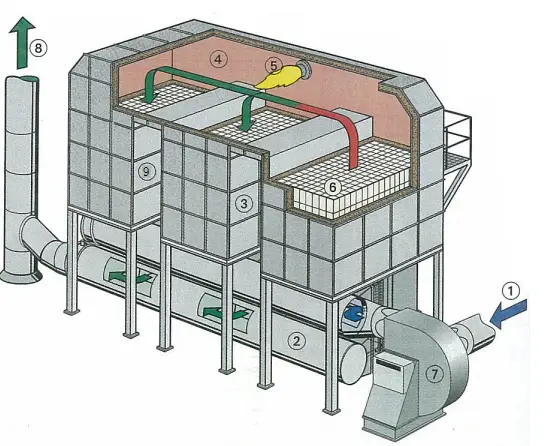
سیستم RTO راهکاری پایدار برای حذف بیش از ۹۹٪ VOC، بو و دود حاصل از فرآیندهای صنعتی، همراه با بازیافت انرژی و صرفهجویی در سوخت. انتخابی برای صنایع رنگ، شیمیایی، غذایی و دارویی که به محیطزیست، سلامت کارکنان و اعتبار برند خود اهمیت میدهند. این سیستم شامل محفظههایی برای تصفیه و ذخیره سازی گرما و محفظهای برای احتراق گازهای آلاینده می باشد.
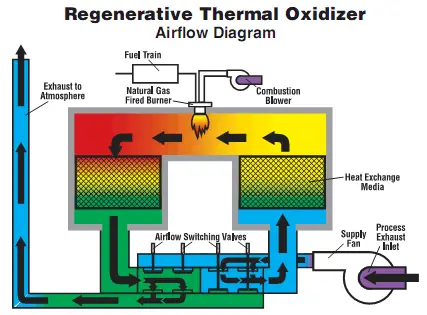
مرحله ورودی (Preheating): در سیستم RTO (Regenerative Thermal Oxidizer)، گازهای آلاینده توسط فن دمنده به محفظه اول هدایت میشوند. در این مرحله، گازها از میان بستر سرامیکی ذخیرهکننده انرژی عبور کرده و ضمن تصفیه اولیه، حرارت ذخیرهشده در بستر را جذب میکنند. این فرآیند باعث افزایش مداوم دمای گاز و آمادهسازی آن برای مرحله احتراق میشود.
مرحله احتراق (Combustion): پس از پیشگرمایش، گازهای حاوی ترکیبات آلی فرّار (VOCs) وارد محفظه احتراق RTO میشوند. در این بخش، گازها در معرض دمای بالا در بازه ۸۰۰ تا ۱۱۰۰ درجه سانتیگراد قرار گرفته و فرآیند اکسیداسیون حرارتی انجام میشود. در نتیجه، آلایندههای آلی به طور کامل تجزیه و به دیاکسیدکربن (CO₂) و بخار آب (H₂O) تبدیل میشوند که گازی پاک و بدون آلودگی محسوب میگردد.
- مرحله بازیابی گرما: پس از احتراق، گاز گرم به محفظه دوم منتقل می شود. در این مرحله بخشی از گرمای مورد نیاز برای گرمایش گازهای ورودی بازیابی می شود. این فرایند موجب کاهش قابل توجهی در مصرف انرژی میشود.
مزایای استفاده از RTO (Regenerative Thermal Oxidizer)
سیستم RTO با راندمان حرارتی ۹۷٪ و تخریب آلایندهها تا ۹۹٪، در صنایع مختلف برای کنترل VOC و HAP به کار میرود و آلودگی هوا را کاهش میدهد.
سیستم RTO بهطور گسترده در صنایعی مانند تولید رنگ، چاپ، فرآوردههای نفتی، فرآوری مواد غذایی و صنایع شیمیایی برای کنترل آلایندههای VOC و HAP (آلایندههای خطرناک هوا) استفاده میشود. این دستگاه تأثیر قابل توجهی در کاهش انتشار گازهای مضر به محیط زیست دارد و به تولیدکنندگان کمک میکند تا قوانین و مقررات زیستمحیطی را رعایت نمایند.
این سیستم معمولاً برای کاهش آلایندههای گازی مانند VOC به کار میرود؛ بهویژه در شرایطی که جداسازی فیزیکی آنها از هوا سخت یا غیر اقتصادی باشد. در این فرآیند، گازهای آلاینده از طریق اعمال حرارت بالا به سرعت سوخته و امحاء میشوند.